钢板预处理线的工艺流程及应用优点
钢板预处理线工艺是指钢材在加工前(即原材料状态)进行表面抛丸除锈并涂上一层保护底漆的加工工艺。钢材经过预处理可以提升机械产品和金属构件的不易腐蚀能力,提升钢板的不怕乏性能,延长其使用寿命;同时还可以优化钢材表面工艺制作状态,有利于数控切割机下料和落料。此外,由于加工前钢材形状比较规则,有利于机械除锈和自动化喷漆,因此采用钢材预处理可提升清理工作的速率,减轻清理工作的劳动强度和对环境的污染。
钢板预处理线的工艺流程:
1、钢板校平钢板运输过程中或经过长期的堆放后,会产生变形,在工件制作中,影响加工精度,所以应对钢板进行校平处理。经过校平可以将钢板表面氧化皮松散部分脱落,对后道抛丸有很大好处,同时校平机能力各有不同一般5mm—30mm为宜。另外也有把钢板校平机放在流水线后面,这对车间底漆的性能是一种考验。
2、钢板运输钢板上料后,各工序的传送由辊道完成。辊道通常为圆柱形,两端有轴承座,辊道间距为500~750mm,在喷涂工作完成之后,为了防止与辊道接触一面的油漆受到破坏,对辊道的结构形式有特别的要求,所以一般辊道与钢板接触部位不会产生大面积的车间底漆损伤,受到影响很小。为了确定钢板在抛丸处理时不变形,抛丸机内辊道间距不应小于500mm。
3、预热预热是为了抛丸前将钢板升温,除去表面水分、部分油污,使钢板升温达到喷漆后的干燥。一般预热设备有电热丝加热、中频感应加热、液化石油加热和水加热等。不论采用何种方式加热,均应使钢板温度保持在40℃左右,温度太低,不利于除去水份、油污,后道喷涂底漆的干燥,温度太高,多耗能量,造成油漆干燥过程中起泡的弊病。
4、抛丸器抛丸器由叶轮、护罩、定向套、分丸轮、轴承座及电动机组成,叶轮由电动机带动作旋转(2200~2600转/min)产生的离心力,磨料经进丸管吸入分丸轮中时,在离心力作用下向叶片长度方向以加速运动60~80米/秒的速度抛出,抛出的磨料成扇形流速将钢板表面氧化皮和锈蚀除去。1)一般抛头4个~16个不等,抛头离钢板间距大约为300~400mm,并且要调整工件与抛头的角度、方向,控制好每个抛头量。2)6mm以下钢板扁钢、型钢不适合钢板预处理,因太薄会变形。3)控制好抛丸速度。4)选好适当的抛丸钢丸及棱角砂。
钢板预处理线工艺是指钢材在加工前(即原材料状态)进行表面抛丸除锈并涂上一层保护底漆的加工工艺。钢材经过预处理可以提升机械产品和金属构件的不易腐蚀能力,提升钢板的不怕乏性能,延长其使用寿命;同时还可以优化钢材表面工艺制作状态,有利于数控切割机下料和落料。此外,由于加工前钢材形状比较规则,有利于机械除锈和自动化喷漆,因此采用钢材预处理可提升清理工作的速率,减轻清理工作的劳动强度和对环境的污染。
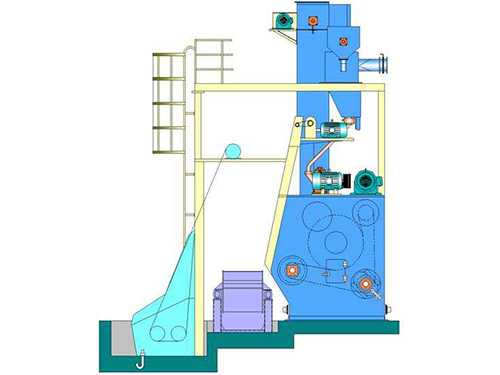
该套设备采用PLC控制,整机全都设有自动检测装置,属于环球水平的大型成套设备,主要由辊道输送系统、抛丸清理机、自动喷漆系统、烘干室、抛丸除尘系统、漆雾过滤系统和电控系统所组成,并可扩展自动上卸料系统和预热室。