钢材预处理线抛丸机主要部件生产工艺过程
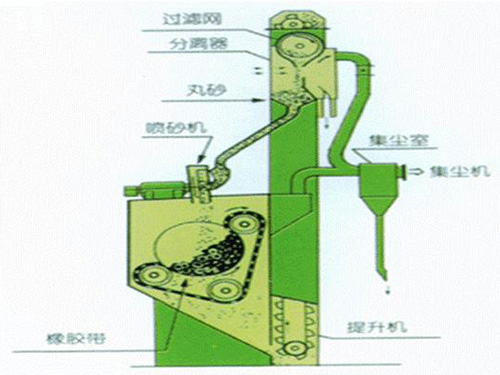
钢板预处理线主要由工件输送系统、预热室、抛丸清理机、自动喷漆室、烘干室、抛丸除尘系统、漆雾过滤系统和电控系统组成。其结构工艺性主要有如下特点:
一、各个部件都是相对立的模块,便于简化生产工艺过程,是在产品的装配过程中可以实现平行装配,缩短生产周期。
二、轴类、套类及链轮零件多,可以采用用设备、用工艺装备进行批量生产,有利于提升生产速率。
三、大型钣金件及钣焊件多,对钣金下料、焊接提出了愈高的质量要求。
四、铸造件形状简单且数量少,除抛丸器部分采用高铬铸铁外,其它铸件材质大都为灰铁件,因此,生产准备周期短。
五、通用件、外购件多,可简化生产过程及降低采购成本。
六、机械加工件除轴类、套类、抛丸器部分及链轮零件外,其他机械加工件及复杂机加工件相对较少,对机械加工能力要求低。
七、传动机构是相对立的模块,轴承采用外购的外球面调心轴承,传动链短,大都采用链轮传动,对制造精度要求低。
下面,来讲讲钢材预处理线抛丸机主要部件生产工艺过程:
一、下料:形状简单、厚度小的钢板件采用剪钣机剪切下料;精度要求较低的型材采用气割下料;而形状复杂以及能够实现套裁的批量大的钣焊件采用数控火焰切割机下料;为此公司投入专项资金用于购买数控火焰切割机。
二、折弯:部分焊接件为提升刚性及焊接性能采用数控弯板机进行折弯。
三、焊接:对预热室、抛丸室、自动喷漆室、烘干室及袋式除尘器壳体等大型零件一般采用手工电弧焊的焊接方法,通过制订详细的焊接工艺规程,进行多次工艺实验,采用用工艺装备,地减小焊接变形,确定了焊接质量。
四、喷、抛丸:焊接件焊后均进行抛丸及喷丸处理,提升工件综合机械性能及防锈能力。
五、表面处理:焊接件焊后均涂防锈漆,进行防锈处理。
六、组装:各室体及其各零部件起先采用平行装配的方式进行组装,进行单调试,调试检验后涂装饰漆,在用户使用现场进行总装试车。
抛丸机的刀片一般由铸铁制成。由于铸铁在技术上经用性能良好,价格也相对便宜,当然这里面可能也有一部分其它的合金元素,这些合金元素,主要的合金元素是铬,其成分高达30%。除了在铸铁中添加铬外,还添加一些Ni,Mo,w,v。含量为0.5%至6%。然后可以进行热处理,马氏体和奥氏体排列。这种结构中渗入了大量可以确定合金具有的碳化物,从而提升了抛丸机叶片在腐蚀性介质环境中的加工能力。抛丸机的使用寿命主要取决于叶片寿命的凹凸程度,抛丸机及其叶片的结构,原料,抛丸的质量和形状,抛丸的速度,抛丸的角度以及抛丸的恢复条件。还与合金的化学成分,固溶铸造技术和炉后加工条件以及热处理后叶片本身的金相排列和力学性能有关。
抛丸机的刀片在工作时始终以旋转,因此刀片将始终承受弹丸的压力。这样的周期性力将使叶片也承受周期性应力。根据分析,我们还可以得出结论:大多数抛丸机刀片始终处于低应力状态。机器刀片主要是由磨损和疲劳共同作用引起的。当抛丸机的刀片工作时,它将承受周期性的应力。由于弹丸会定期磨损刀片,因此还会加速抛丸机刀片的变形和材料损失。磨损和周期性应力会导致刀片积聚损坏,并导致刀片随时间而断裂。